���ڣ�2023/1/12 Click��727
���ϔD���C��Ҋ���}
��Ҋ���}
1. �ݗU�D���C��Ҋ���}��̎���ڙCе�O���ʹ���У����F(xi��n)�@�ӻ��ǘӵĆ��}�������y����������ܼ��r�l(f��)�F(xi��n)���}���ҳ���Q�������a(ch��n)�о�׃�÷dz��P�I����ڴ��҂��������D���C��һЩ��Ҋ���}�M�з�����̽ӑ*�õ�̎���������
2. �D���C��Ҋ���}��̎������
3. ������ �����F(xi��n)��©�ϡ����ݗU�l(f��)��F(xi��n)�����
4. ԭ���k��
5. �g������ĥ�p����g���c��׃�(n��i)�ڵ��g϶̫��g���~Ƭ�������Dz��������ԓ�ڸ��Q�g���r��ע�Ᵽ�����g϶��3��5mm���Լ��������OӋ�ĽǶ������g���~Ƭ���
6. �g���~Ƭ�ı����^�ڴֲڣ����Ϻ��~Ƭ��Ħ����̫������ڶѺ��g���r��Ҫ�ɽM�Ѻ����һ��ȫ���Q�꣬��ѭ��u�M����������Q���Դ_��������u���
7. ��ױ��r�ׇ���ĥ�p���g���~Ƭ�c��ױ��g�g϶�^������������������������D(zhu��n)�\��̫�࣬���ϳ��������Ҳ�M��ȥ���@�r�����Q�µ�����r������������r�׃�(n��i)���b�����ɸ�ƽ�л�Aб���S����ߗl���Դ��汻ĥ���ā�Ͳ������ֹ���ϟoЧ�Ļ��D(zhu��n)�����������Ч�ĔD����
8. ���൶���c�g�����g϶�^������������˕r���{(di��o)�����a�������µ������ʹ���c�g���~Ƭ���g϶С��10mm��
9. ���l�\�ӏ���
10. ԭ���k��
11. ���l��һ��(c��)��������@�����ڙC�ڡ�о�������������g�������ľ��]�Ќ�����݁�����b�Aб��ɵģ��{(di��o)����λ�ü��ɽ�Q���
12. ���l���F(xi��n)S�͏������@�����ڙC���Ӊ��s�L�Ȳ�����(ji��)�����g�������~���~픶˲��R����(ji��)�g���ĸ��~����ĥ�p��׃С��������\�D(zhu��n)�rֻ�����~���ǂ���A���Ƴ����ϡ��˕r����Q��(ji��)�g��������a���~��
13. ���d
14. ԭ���k��
15. ����̫������˕r�����ͳ�̫�ɵ����ϣ�*�ò��C�ں͙C�^������әC���Ń������ĸ��Ϻ��ٰ��b�\�У�����Ҏ(gu��)���ķ�����(n��i)�m�����ӳ���ˮ�����
16. �^�L�r�gͣ�C������������׃���ָ���Ӳ����@���H�����س��d���Еr���o��������������A���@�N��r�İl(f��)������ͣ�C��8С�r���ϕr�����Ҫ�P���C����ˮ�������p����ՔD���C߀������������е������m����ˮ����Ա��֝����ͣ�C��2�����ϑ��M���_�����Ϻ���ͣ�C���
17. ע����헣����d�r��늙C��ؓ�ɾӸ߲�������x�������@�r�мɏ��Ɔ����������p�����P���������ᄳɔD���������C�^���^���¹����
18. �C�����[�^��
19. ԭ���k��
20. ���[�^���������D���C��һ��ͨ������@�����g���S��һ���^�L�đұ��S����(w��n)���Բ�������S���ɻΡ����S���������(ji��)�g���ĸ��~̫С�r�����ӄ��@һ��r��������כ]���b���������g���~Ƭ�c��ױ����ܵ��g϶��һ�Ӵ�����Լ������g���~Ƭ�⾉����ʧ�A��������S����������[�^��������r���Լm��������(j��ng)���Q�o���_��˨���B����˨�����ֹ��[�^�[β��
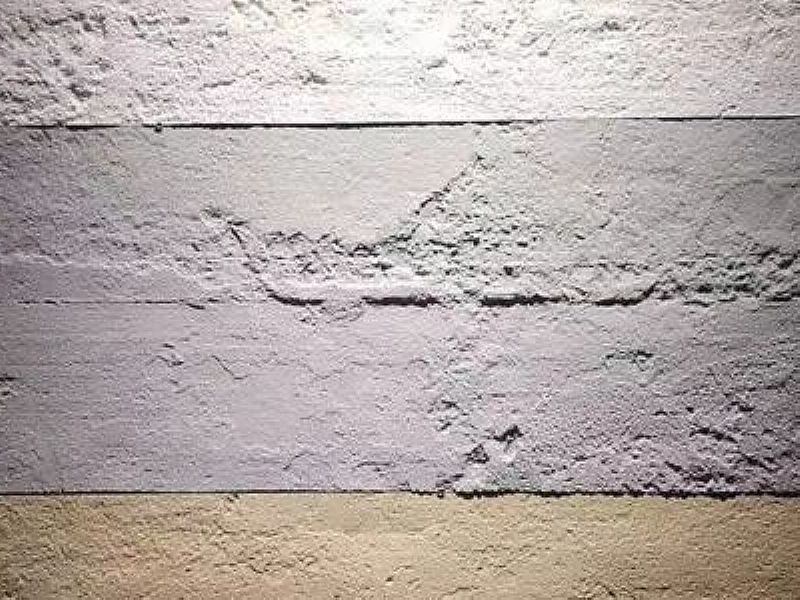
21. ���l�D������F(xi��n)�����y
22. ԭ���k��
23. �������l�ܽg�����������������ה�������ǰ�M�ٶȲ�һ�£��S�ĸ����������ߵ��^�����߅���������ߵ��^������ٶȲ�һ������֮�g�γ��˷ֽ��棬ˮ�Ϳ՚⼯����ԓ��Ŀ�϶������a(ch��n)���˷ӬF(xi��n)������Ҫԭ�����������Ը��������ˮ���^�����S�D(zhu��n)��̫�������׃�(n��i)�ڳ��F(xi��n)����F(xi��n)���ԭ����ɵġ���̎���k�����£�
24. ��ͬ���|(zh��)��ԭ�ϑ���ֻ�Ͼ��M������ꐻ����ʹˮ�ֳ�֝B��ԭ���w����(n��i)�����p��ԭ������ˮ�����
25. �m�����ͳ���ˮ�ց���������֮�g��Ħ������
26. ��Ʒ�u��Ҋ���}��̎���k��
27. �l(f��)���Ѽy
28. �u���ϳ��F(xi��n)�\���������ϛ]�з�ؚ����ֱ�����Ѽy����Еr�Ѽy߀���쵽�l�����档�@����dz��͕r���µ��[��������������l�������Ѽy�U�������ˣ����m������ԭ�ϵ�����ָ��(sh��)����{(di��o)���u�C�����g�����D(zhu��n)�ٺ������ǣ����÷��xʽ�����g�������������ϼӴ�����Ԝp�p���Ϸӣ�����ß�ˮ����������衢��ՔD��ȴ�ʩ��p�������е�ˮ�����������ӣ����ⱺ�������_���l��������ų��Լ��ִ��䌍�Tǰ�l�ȡ�
29. ����
30. ����G�u���Ě���ˮ���^������A�Ꭷ���ڵ������ٶ��ֳ��^25-35��/h�r�����w��Ѹ�������˵������������ų�����Dը�u��������ˮ��Խ�������rҲԽ������������G픿� ��ը����������ڶ���M���A�Ꭷ�����^��������ˮ�ֲ���̫�����ˮ����ֻ�D�ƴu����ӣ��γ���W(w��ng)��ļ��Ѽy������ˣ�����������G���Ě���ˮ�ֵ���8�������߀���m�����L�A�Ꭷ��ʹ�������ؾ���Óˮ����Լ��ڶ�݆�G�����������h�l�������Ӹ����
31. ��˪
32. �u��������һ�Ӱ�ɫ��ĩ���@�Ǵu�w�����������V��������c�ȿ��ܟo�C�}����ˮ��B��������l(f��)��Ě���������������w����һ����(sh��)���ĽY(ji��)��ˮ��Óˮ����Û�����ˣ��ڷ�˪�r߀�����Ѵu�ı�������ˣ�������������Ť�ͻ��V�ĺ�������3��������������������Ⱥ��m�����L���������ؕr�g��ʹ���ɲ�����ˮ�Ĺ����}����p�p��Ž^Σ�����
33. �����u
34. ����Ƿ����ɵĆ����u��������͕r��ɵ��[���Ѽy����ԭ�������s�|(zh��)̫�࣬���費�����µ��[�η�����������A������̫�����ѱ�˪���Ĵu���ʹu�����A�Ꭷ������¶�Ⱦ����γ��Ѽy�����Ɇ����u���wͻ���γ��Ѽy����� Ҳ������Ɇ����u�����������������ԭ��̎�������s�|(zh��)�����ֻ���ƴu�C�����P����(sh��)�����߀��ע�ⲻ���ߜ�����˪�������ͬ�r�����C�A�����ã�������L�ı��؎����
35. �u���������
36. ԭ���DZ���������̫�죬���Ѹ�����ڟ��Y(ji��)�����ס�˿�϶�� ��(n��i)��߀���M�е������������a(ch��n)���Ě��w�o·��������ڴu��ijɚ��ݡ���˱������������ٶȑ�����40-70��/h������������w���_��900�����Ϝضȕr���^�m(x��)���ص��ٶȸ�����20��-30��/h����Է��u������������
37. �D���C�����ϵ���̖��ע�f��ʲô��(n��i)��?
38. �����z�D���C�˜�GB/T 12783-91��Ҏ(gu��)����������ϵ���̖��ע�f������:
39. �����������:*һ�����ϙCе��̖��S;�ڶ���D���C��̖��J;��������ָ�D���C��ͬ�ĽY(ji��)��(g��u)��ʽ��̖��������M����һ�����:���ϔD���C��SJ;�����Ś�ʽ�D���C��SJP;���ϰl(f��)�ݔD���C��SJF;����ι�ϔD���C��SJW;����Ь�ÔD���C��SJE;�Aʽ���ϔD���C��SJJ;�p�ݗU���ϔD���C��SJS;�F���p�ݗU���ϔD���C��SJSF;���ݗU���ϔD���C��SJD������ĸ��ʾ�o�C����̖��F;����ǔD���C�M����t��̖��E�������(sh��)��ָ�ݗUֱ�����L���������������ָ�a(ch��n)Ʒ���OӋ�����ĸA���B��C������������*һ���OӋ����ע�OӋ̖��
���Ϸ���
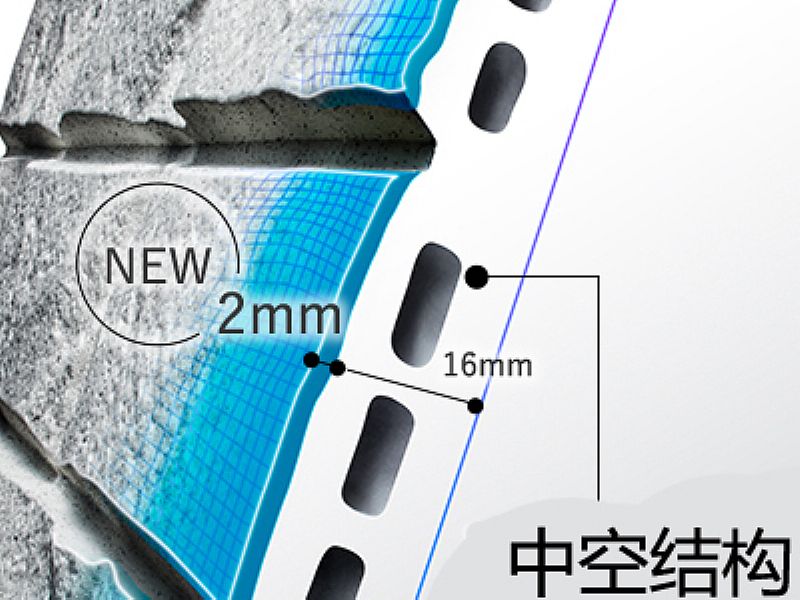
�D���C��һ�N��Ҋ�����ϔD���O��������ճ������D���C���^���У��D���C�����F(xi��n)���N���ӵĹ������Ӱ����ϙCе�������a(ch��n)�������҂��͌��D���C���Ϸ������
�ݗU�D���C�ij�Ҋ���ϼ�̎������
1) ��������
2) ��l(f��)���ڜp�ٙC��(n��i)�����������S�Гp�Ļ�������������Ҳ�������X݆ĥ�p�����b�{(di��o)�������ϲ�������������ͨ�^���Q�S��������Ɲ��������Q�X݆���{(di��o)���X݆���Ϡ�r�ȷ�����Q��
3) ����������J�Ĺ�����������]�CͲλ��ƫб�������S�^�c�����S���еĿ����ԡ����ͨ�^�{(di��o)���CͲ��Q��
4) ���ǙCͲ�l(f��)��������������ݗU�������Ż����O���ض��^����ɹ��w�w���^��Ħ�������ͨ�^Уֱ�ݗU������O���ضȁ�̎����
5) �������
6) �@�N��r���l(f��)���ڜp�ٙC̎����������S���c�X݆��ĥ�p����ģ��ɸ��Q�S�л��X݆��Q������l(f��)���ڙCͲ̎���t�����������л���Ӳ�|(zh��)���������z�������坍��r��
�ݗU�D���Cĥ�p����Ҫԭ��ͽ�Q����
1. �ݗU�D���Cĥ�p����Ҫԭ��
2. �ݗU�D���C�ݗU�͙CͲ������ĥ�p��Ҫ�l(f��)���ڼ��υ^(q��)��Ӌ���^(q��)�����Ҫĥ�pԭ������Ƭ�����c���ٱ��憖��Ħ���r����ģ�����Ƭ����ܛ����ĥ�p�pС���
3. �ݗU�c�CͲ�IJ�����ĥ�p�����ݗU�h(hu��n)�Y(ji��)�ͮ��│���r�l(f��)�����h(hu��n)�Y(ji��)ָ�ݗU�����Y(ji��)�����ϱ���������ݗU�D���Cȱ�����õı��o�b�ã�������(q��)�����п���Ť���ݗU����������a(ch��n)�����������ľ�����������ݗU����ć��ؓp���͙CͲ�ć���������CͲ�Ą����Ǻ��y�ޏ͵ġ��CͲ���OӋԭ�t�ϱ��Cʹ�É������ݗU�L������ڙCͲ������ĥ�p���һ�㲻���ޏ�����������ޏ��ݗU�ݼy�ķ������֏͙CͲ��(n��i)��L�c�ݗU�⏽��ϵď����g϶���
4. �ݗUĥ�p�Ľ�Q����
5. �ݗU�ݼy�ľֲ��p�����öѺ��طN��ĥ���g�Ͻ�ķ����ޏ͡�һ����ö��Ԛ��w���o���͵��x�Ӛ廡�����Ҳ���Բ��ý��ه�Ϳ���g�M���ޏ͡����Ȍ�ĥ�p���ݗU��A����ĥ�������ȼs��1��5 mm��Ȼ��Ѻ��Ͻ��ӵ����ߴ�������C�г���
6. �ļӹ�������*��ĥ���ݗU��A���ݼy��(c��)�����ݗU�����γߴ��ԭʼ�ߴ����
7. �ݗU���̎�ĭh(hu��n)�Y(ji��)����
8. �@�N������Ҫ��������sˮ�����������������£���z����sϵ�y(t��ng)����{(di��o)����sˮ�����͉�����Ҏ(gu��)����Ҫ��
ע�����
1. ���˱��o�p�ݗU�D���C����������w������������c��
2. �״�ʹ��500С�r��������Q������һ�Σ�
3. ���D���C������̖��150̖ԭ�b�Љ��X݆�͝������
4. �����\����λ�������͘����ľ����������ľ�Ո���a�����
5. �Ժ�ÿʹ��3000С�r�Q��һ�Σ�
6. �Q�͕r���坍���w�͞V����������Q�r�ѱ���ʹ�õĝ����ͽ�(j��ng)�^����֮������Ƀ��ĝ������ٴ��b�����w�����w�坍һ�����Ȼ��ų������b���µĝ����ͣ�
7. ����ʹ�ö���ÿ���坍�������^�V������ܺ��ڃ�(n��i)ÿ��Ҫ�坍�������^�V����������������ҵ���·�^�V����������_���ȡ�����е��K�����
���Ͻ�Q
1. �D���Cι��݁ĥ�p
2. ���ڔD���C����ٲ��|(zh��)��Ӳ���^����������a(ch��n)�\���^�����ܵ���ӛ_���������ͺ������������²����γ��g϶������ĥ�p�����y(t��ng)���ޏͷ����жѺ�����ᇊͿ���ˢ�ɵ�������N����������һ���ˣ��Ѻ���ʹ��������_���ܸߜضȣ�������׃�λ�a(ch��n)���Ѽy���Ӱ푳ߴ羫�Ⱥ�����ʹ�ã����ؕr߀������������ˢ���m�o��Ӱ푣����ɌӺ�Ȳ���̫�������Ⱦ���أ�����Ҳ�ܵ��˘O������������������ᘌ��������}�����ø߷��ӏͺϲ��Ϸ���������еľC�����ܼ����κΕr�g��(n��i)�əCе�ӹ�������������ԝM���ޏͺ��ʹ��Ҫ���ȣ�߀�ܽ����O�����\���г��ܵě_�����ӣ����Lʹ�É������������ǡ�׃�����Pϵ���������_�����ϕr������ϕ�׃���������������S���S�л�����������Û�s��Û�s���ʼ�K�Ͳ������־o��ϣ�����ĥ�p�Ď������ᘌ����͔D���C��ĥ�p��Ҳ�ɲ��á�ģ�ߡ�����ϲ�����ᘌ��p�ĵ��O���M�ЬF(xi��n)���ޏ���������O������w��ж��*���ȵر��C������ϳߴ�����M���O������a(ch��n)�\��Ҫ��
3. �߷��Ӳ�������D���Cĥ�p���}
4. �D���Cι�϶��r�ӹ��ߴ粻��
5. ���D���C�r�ײ��|(zh��)��38CrMoAlA�r������ڙC�ӹ���ԭ��λ�I���c��ϲ�λ����һ�S���ϣ��������c��(c��)�壨���|(zh��)40Cr��45�����̎���F(xi��n)����g϶�����_�C�\�еĕr����������z�Ϻ����������Ì���©�z���ضȲ����^100�������I(y��)��ǰ���Äe�Įa(ch��n)Ʒ����(j��ng)�ޏ��^��ֻ��ʹ��1~2�����ʹ�ø߷��Ӳ����ޏͿ��ԺܺõĽ�Qԓ���}��
6. �D���Cι�϶�(c��)�w�ݼy�p�ģ����z��
7. �ڔD���C�A�o��˨���^���������˨���ܵ����쑪�����a(ch��n)����׃�Σ����Ļ֏͑���ʹ���c�����B�ӵ��ܷⲿλ�o�o���B��һ������S�r�g���L����������׃�γɞ�**׃������֏͑����½����������l(f��)���ˑ����ɳ����Ť�ؽ��䣬�Ķ����F(xi��n)����˨�ɄӬF(xi��n)���������ݼy�Ļ��zĥ�p�����ؕr��������ɱ��o�̲�����(n��i)�ݼy�ēp��������������A�߷��Ӳ����M���ޏͣ�����н��ٲ��߂������������C���ޏͺ�Ļ֏͑������_��������ʹ��Ч�����ͬ�r���������ķǽ������|(zh��)���ʹ�䝭���h�h���ڽ��٣��Ž^�����ɄӶ���ɵ��ٴΓp������_������I(y��)�İ�ȫ�B�m(x��)���a(ch��n)��
�Y(ji��)Փ
1. �D���C����Ȼ�����^�L�����ʹ�É�����Ҫȡ�Q�ڙC����ĥ�p��r�͜p�����ĥ�p��r���x���OӋ�x�ĺ����쾫���ĔD���C���p���b�����ֱ���P
2. ϵ��ʹ�����ܣ��mȻ�O��Ͷ�Y�����������ʹ�É������L�������w��(j��ng)��Ч�濼�]������^������
3. �ݗU�D���C������ʹ������ɳ�ְl(f��)�]�C����Ч�ܣ��������õĹ�����B(t��i)���횈Գֲ�и�ؾ��ı��B(y��ng)������L�C����ʹ�É������
4. �ݗU�D���C����Ҫ�����Ƿ�����ĥ�p�����│������h(hu��n)��(ji��)���ϡ����Ӳ���ĥ�p��p���������������©�͵ȡ����˱�����ϰl(f��)�����횇������������Ϻͼ��ϲ����Լ���ˇ�ضȵ��O����������O���cѲ�z���ʡ�Ҫ���M���ճ��ľS�o�����B(y��ng)�͙z�����